Bearing Myths – Don’t Believe COSTLY Misconceptions
Article first appeared in Resource Engineering & Maintenance Magazine
When it comes to mounted bearing installation and maintenance, there are many industry myths and misconceptions that may affect plant uptime and overall performance. Maintenance managers need to be aware of these elements so that they can maximize performance and keep the plant running.
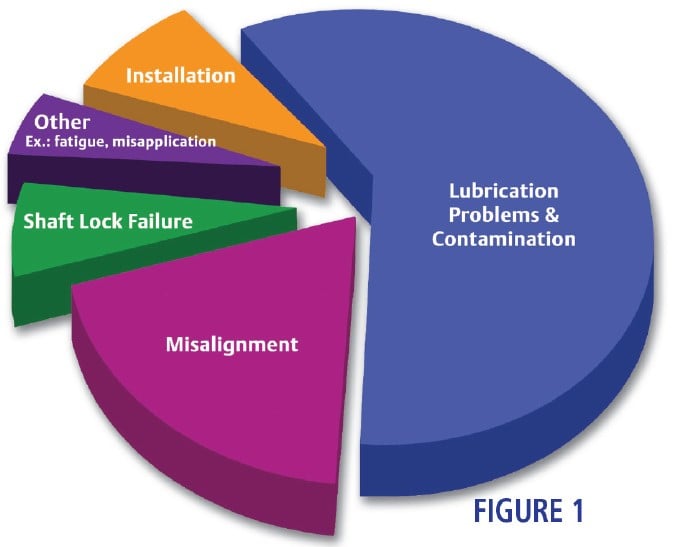
Bearings can fail for many reasons and studies have helped to understand the reasons for these failures. As shown in Figure 1, a large majority of bearing failures are related to lubrication problems and contamination. The following myths and misconceptions address some of these issues and provide insight into how they can be resolved and avoided.
Installation Myth #1: Using a hammer is okay to position a bearing.
FALSE: Never deliver a direct blow to a bearing. The rolling elements and raceway are hardened, but they can still be damaged. Impact from the hammer can transfer to the raceway, leaving permanent indentations, and running the bearing with these indentations can cause noise and dramatically reduce bearing life. You should check the shaft diameter, look for burrs, dirt, or corrosion on the shaft and if needed use a press to slide the bearing on. If a press is used, pressure should be placed equally on the face of the inner ring to help avoid damage to the raceways and rolling elements.
Installation Myth #2: Off-the-shelf TGP shafting is always the best option.
FALSE: TGP is turned, ground, and polished. It's a manufacturing method, not a tolerance range or a guarantee that the shaft meets the bearing manufacturer's specified range for diameter and roundness. It's recommended to measure and specify the proper shaft diameter and review the bearing manufacture recommendations.
Installation Myth #3: It's okay to hand-tighten setscrews one at a time.
FALSE: Setscrews are an integral part of the locking system between a shaft and bearing and should be tightened to the manufacturer's recommend torque. Under tightening may result in loss of lock and slipping of the bearing on the shaft, and over tightening may result in raceway distortion or inner ring cracking. The recommended approach is a half-full/full method. Half-full/full refers to tightening the first setscrew to half the recommended torque, the second setscrew to the full torque, then back to the first setscrew for the full torque.
Lubrication Myth #1: Re-lubrication once a year is sufficient.
FALSE: Re-lubrication is necessary to replenish grease in the bearing when the current grease breaks down or deteriorates. Re-lubrication is a necessity because the base oil breaks down as a result of temperature. The lubrication film between the bearing rolling element and the raceway can diminish or is eliminated, resulting in metal-to-metal contact. Re-lubricating the bearing replenishes the oil, helping maintain the proper lubrication film.
Pumping new grease into the bearing also helps flush away contamination. Many mounted bearings are designed to allow the grease to enter the bearing cavity as close to the rolling elements as possible. As more and more grease is added to the bearing, the old grease is pushed out of the seals (if the seals are purgeable). The action of purging grease pushes and helps keeps dirt away from the seals.
Bearing manufacturers offer general re-lubrication recommendations, including amounts and intervals, as suggested starting points. The amount of grease used at relubrication can vary with bearing size and type. Re-lubrication intervals can vary based on load, speed temperature, or environmental conditions. For example, a mounted ball bearing in lightly loaded, low-speed, clean environments may only need re-lubrication every 12 to 24 months. However, each application is different and applications with higher speeds, temperatures, or heavy contamination would require more frequent bearing re-lubrication, possibly daily to once a week. Review of the bearing manufacturer's recommendations is encouraged. Specific applications should be monitored regularly, and lubrication intervals and amounts adjusted accordingly.
Lubrication Myth #2: Always add grease until grease purges from the seal.
FALSE: If you pump grease into the bearing until it purges out the seal, you likely have completely filled the bearing cavity. If you completely fill the bearing with grease, the excess grease can increase bearing operating temperature and potentially create enough pressure to blow the seal out. However, in a dirty and/or low-speed application where contamination may easily enter the seals, filling a bearing full of grease may help improve bearing performance. Application experience will dictate when the entire bearing cavity should be filled with grease.
Lubrication Myth #3: If there is noise, it must be the bearing and grease should be added.
FALSE: If the bearing is making noise, internal damage has likely occurred. If the bearing continues to run without being replaced, more internal damage may occur to the bearing, with the potential for catastrophic failure. Adding grease may provide temporary relief, but a noisy bearing should be closely monitored and replaced as quickly as possible. The root of the failure should also be investigated either with independent or manufacturer failure analysis (manufacturer analysis requires removal of the bearing as soon as possible to aid in a more accurate diagnosis of the problem).
Lubrication Myth #4: Any grease will do.
FALSE: Not all types of grease are the same. Some grease can be incompatible because of the different thickeners (soaps) used. When two incompatible greases are mixed, they may thicken and harden or become thin and leak out of the bearing. For example, many electric motors use a polyurea thickener and some mounted ball bearings use lithium-complex thickeners. This grease is borderline compatible, and depending upon the final make up, may or may not work together. Grease types can also be incompatible based on the viscosity or type of the oil in the grease, so consulting with a lubrication supplier is always recommended.

Figure 2 – When two incompatible greases are mixed, they may thicken and harden or become thin and leak out of the bearing.
Lubrication Myth #5: Simply shoot grease through the grease fitting.
FALSE: Before putting grease into a system, it’s recommended to fully wipe the grease fitting and ensure that the grease gun is clean. One good practice is to put the grease gun tip in an oil bath or wrap it with a plastic cover to protect it.
Misapplication Myth #1: Bearings will not be hot to the touch.
FALSE: Normal bearing operating temperatures can range from 80 degrees to 150 degrees Fahrenheit, but certain applications may run higher or lower than others. Most bearings are rated for -20 degrees to 220 degrees Fahrenheit, but can be supplied with special grease, seals, or heat stabilizing processes that allow them to operate at higher temperatures.
Bearings typically run hotter at start up or right after re-lubrication because excess grease increases drag and friction in the bearing. The bearing will typically reach steady state operating conditions, as excess grease is pushed out by the rolling elements and purged from the seals. Spikes of up to 50 degrees Fahrenheit at start up and a spike of 30 degrees Fahrenheit can occur after re-lubrication.
Misapplication Myth #2: Bigger bearings are always better.
FALSE: Bigger bearings have a higher load capacity, which may show a higher bearing fatigue life. If the load isn’t high enough to achieve the minimum load requirement, however, the rolling elements can skid along the raceway instead of roll. Skidding along the raceway may result in high operating temperatures, excessive wear, lubrication breakdown, and subsequent bearing failures.
Misapplication Myth #3: Sealed/lubed-for-life bearings will last forever.
FALSE: The bearing life will depend on the grease life, which is affected by operating conditions (speed and load) and environment (temperature and contamination). Various things can be done to improve grease life, such as enhanced seals, proper installation practices, and proper grease selection. Ultimately, the best bearing is the properly lubricated bearing. Read more about "Lubed for Life" bearings